




吸塑包裝(zhuāng) 材料
常用(yòng)的吸(xī)塑材(cái)料(liào)有(yǒu)pvc(約占(zhàn)50%,密度(dù)爲1.36g/cm3)、ps(約占30%,密度爲1.06g/ cm3)、pet(約占10%,密度(dù)爲1.39g/ cm3)、pp(約占10%,密度爲(wèi)0.92g/ cm3)。
其中pvc大(dà)的厚度(dù)一般爲(wèi)0.8mm,ps一般可達1.2mm,超過此厚度(dù)的膠(jiāo)片(piàn)難拉,容(róng)易造成設備的(de)損傷。
材料的(de)顔色一(yī)般(bān)根據客戶的要求(qiú)來确(què)定,一(yī)般需提供(gòng)如panton色(sè)标、跟色稿(gǎo)、拆色标準等(děng),也(yě)可由客戶規定(dìng)大緻的顔色,根(gēn)據産(chǎn)品庫(kù)存提供給(gěi)客戶顔色(sè)。如客戶(hù)無要求(qiú),一般(bān)可以使用(yòng)無色透明、易生(shēng)産的(de)材料。
吸塑(sù)模具
吸塑(sù)模具可分(fèn)爲下(xià)模、上(shàng)模、刀模,以(yǐ)下分(fèn)别進(jìn)行(háng)介紹。
1.下(xià)模
下模是(shì)吸塑生産(chǎn)中的模具(jù)。根據制作(zuò)工藝和材料的(de)不同,可分爲石(shí)膏模(mó)、銅模(mó)、鋁(lǚ)模。當客(kè)戶提供樣品、圖(tú)紙或(huò)實物時,需要制作加(jiā)樣的石膏(gāo)模。石膏模由石(shí)膏粉加水(shuǐ)後定(dìng)以(yǐ)一定的(de)形狀,脫(tuō)水(shuǐ)後(hòu)變硬制(zhì)成(chéng)模具。需(xū)要諸(zhū)如(rú)石(shí)膏粉(fěn)、鑽頭(tóu)、砂布、木闆等(děng)材料和工具(jù)。因爲(wèi)是手工制(zhì)作,對于圖紙而(ér)言,會産生2mm左右(yòu)的偏(piān)差。石膏模制(zhì)成(chéng)後(hòu)可以直(zhí)接打(dǎ)樣,不(bú)适(shì)合(hé)大批(pī)量生(shēng)産。
2.上模
有時僅(jǐn)靠真(zhēn)空吸(xī)力不足以(yǐ)使産(chǎn)品成(chéng)形,需(xū)要施加一定的外力,即(jí)可(kě)做上(shàng)模。上(shàng)模并不是(shì)所有産品(pǐn)都必需的(de),而是(shì)根據(jù)生産的需(xū)要而(ér)定。當試機時,吸(xī)塑成形不好需(xū)要上(shàng)模(mó)時,開機(jī)師傅根據形狀(zhuàng)制作(zuò)上(shàng)模。上模(mó)的材(cái)料(liào)一(yī)般爲鐵或木,與(yǔ)産品(pǐn)接觸面需(xū)包上(shàng)較軟的(de)海(hǎi)綿或(huò)絨布(bù)。
3.刀(dāo)模
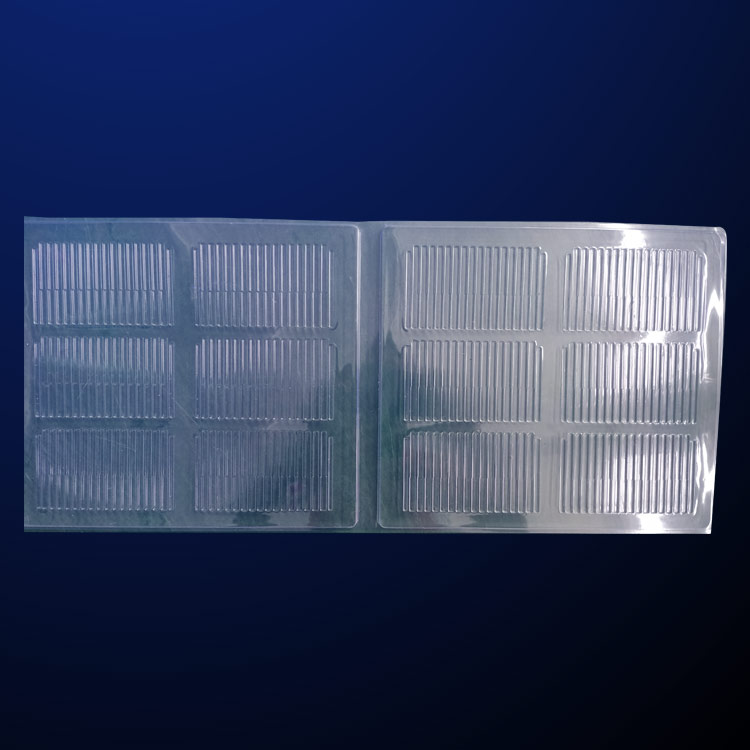
一般的吸塑一模開(kāi)多個,在成形後,需要(yào)根據(jù)産品(pǐn)的尺寸和(hé)形狀(zhuàng)裁成(chéng)成品(pǐn),而(ér)裁成成品的(de)工序(xù)即爲沖(chòng)床,所用(yòng)的模具即(jí)爲刀(dāo)模。刀模根據材(cái)料和制作工藝(yì)的不同可分爲(wèi)三種:鐵刀、木樣刀、激(jī)光刀模。其中鐵刀較(jiào)厚,一(yī)般可(kě)做成形(xíng)狀較規則的(de)刀模,如矩形(xíng)、橢(tuǒ)圓形等形(xíng)狀(zhuàng),不(bú)适合(hé)做太過彎曲的(de)形狀。刀模做(zuò)成後,需(xū)要(yào)定位的産品(pǐn)一般還要(yào)在刀(dāo)模中固定(dìng)一個(gè)成品(pǐn),在沖産品時方便定(dìng)位。不需要(yào)定位(wèi)的産品,如(rú)無邊(biān)的吸塑産(chǎn)品,一(yī)般用鐵刀做刀(dāo)模。






吸(xī)塑包裝(zhuāng) 制品的刮(guā)痕(hén)是什麽?這種質(zhì)量問(wèn)題是怎麽(me)導緻(zhì)?如何解決?
刮痕(hén)就是吸塑産品(pǐn)生産出來以後表面(miàn)會(huì)出現刮(guā)印,也是(shì)觀瀾吸(xī)塑廠(chǎng)質量上經(jīng)常出(chū)現的(de)問題(tí),發生(shēng)的原(yuán)因是(shì)因爲在生産的(de)過程中(zhōng),手(shǒu)工的工序較(jiào)多(duō),易碰(pèng)撞發生磨(mó)擦,沖(chòng)床人(rén)員以(yǐ)及包(bāo)裝人員的操作方式是關鍵的環(huán)節。解(jiě)決方法(fǎ)是輕拿(ná)輕(qīng)放小(xiǎo)心處(chù)理産品,保(bǎo)持工作(zuò)台(tái)的清(qīng)潔衛生,工作人(rén)員配戴手套等相關(guān)事(shì)項,也能(néng)有效地(dì)防(fáng)止刮花的(de)情況發生(shēng),吸塑包(bāo)裝産品(pǐn)的(de)手工工序較(jiào)多,因此在每個(gè)環節(jiē)都必(bì)須要(yào)密切關注的,才能避(bì)免次品的(de)産生。
吸塑(sù)包裝(zhuāng) 的單價=産品材(cái)料成本(běn)+能(néng)耗+人(rén)工及運(yùn)輸+利潤(rùn)
能耗(hào):吸塑是通過(guò)熱加工的,耗(hào)電能相對(duì)其他行業較大(dà),大緻(zhì)爲産品材料成(chéng)本的(de)8% 人工:吸塑(sù)主要靠機器生産,人工較少,大(dà)緻爲産品(pǐn)材料(liào)成本(běn)的10% 運輸:根(gēn)據客(kè)戶離(lí)本廠距離而(ér)定, 利潤(rùn):吸塑廠的純利(lì)潤一(yī)般很低,12%-20%,根(gēn)據付款期限而定,30天結帳爲14% 材料成本:産(chǎn)品材(cái)料成本的計算比較複雜(zá),計算之前首先搞清以下(xià)幾方面數據:
原料價格:根(gēn)據産品的用途(tú),确定采用何種(zhǒng)材質(zhì)和等(děng)級的(de)材料(liào),尋該種材(cái)料價供(gòng)應商 膠(jiāo)片厚(hòu)度:預诂該(gāi)産品須(xū)用(yòng)多厚(hòu)的膠片制作,要(yào)根據成(chéng)型各部位(wèi)的(de)厚度和形(xíng)狀而定 排(pái)版(bǎn)數(shù)量:根據産(chǎn)品外(wài)形尺寸和(hé)形狀,計算(suàn)一版(bǎn)能排(pái)多(duō)少(shǎo)個模,排密(mì)了會(huì)降低産品(pǐn)質量,排稀(xī)了會增大(dà)材料(liào)損耗(hào),使成(chéng)本上升 材(cái)料損耗率:主要(yào)因素爲(wèi)産(chǎn)品形狀、産品(pǐn)數量以及外形(xíng)尺(chǐ)寸與(yǔ)吸塑(sù)機底盤适(shì)配程(chéng)度,形狀越(yuè)方正、産量越大(dà),損耗率就(jiù)越小(xiǎo)


吸塑包裝 該怎麽分類(lèi)
吸塑包(bāo)裝可(kě)以(yǐ)根據産(chǎn)品的(de)外觀(guān)特(tè)征(zhēng)來區分,主要包(bāo)括吸塑(sù)包裝盒、吸塑包(bāo)裝闆舒(shū)、吸塑包裝(zhuāng)泡殼、吸塑(sù)包裝蓋(gài)四(sì)大類。
因爲造型(xíng)在各(gè)個(gè)方面不同,功(gōng)能也不同(tóng),但有一個共同(tóng)的價值,就是能(néng)提高(gāo)商品的檔(dàng)次和(hé)價值。
1.吸塑(sù)包裝托盤
托盤(pán)是帶(dài)有(yǒu)平槽的(de)包裝産品,而(ér)吸塑托盤(pán)通(tōng)常包(bāo)裝在外(wài)面。
2.塑料(liào)吸塑(sù)包裝
塑料吸塑(sù)包裝(zhuāng)是一(yī)種的(de)包(bāo)裝産品(pǐn)。産品外觀(guān)突出(chū)立體,制作(zuò)出來的是(shì)商品包裝(zhuāng)的輪廓模具。
3.吸(xī)塑包(bāo)裝蓋(gài)
吸塑包裝罩也(yě)可以稱爲真(zhēn)空(kōng)罩。這(zhè)種包(bāo)裝通常使(shǐ)用透明材(cái)料,物(wù)品包裝(zhuāng)在包裝(zhuāng)内。
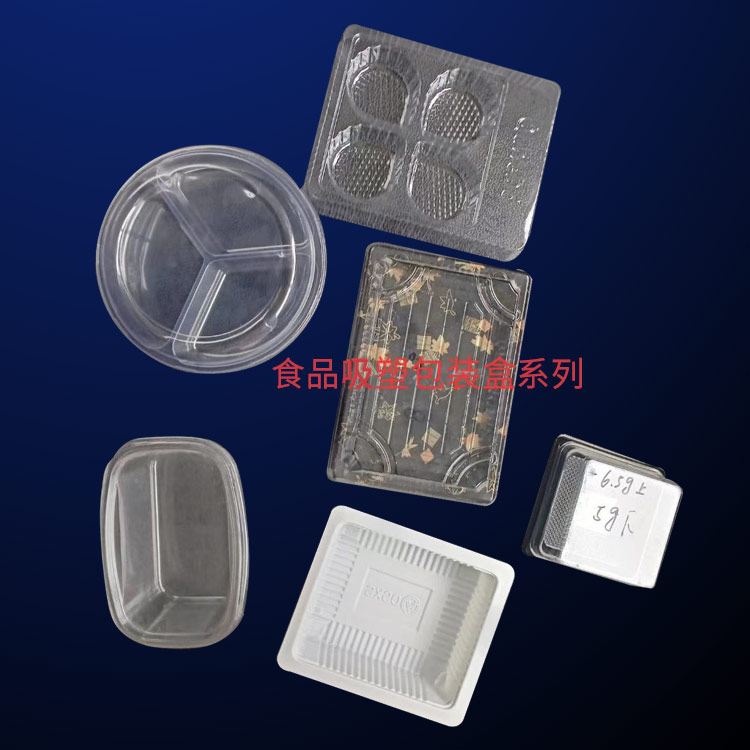
4.吸塑包裝盒(hé)
吸塑(sù)盒的形狀(zhuàng)主要(yào)是中空的平面凹槽(cáo),多爲(wèi)方形和(hé)矩形

您好(hǎo),歡迎莅(lì)臨方立(lì)包裝,歡迎咨詢(xún)...