





吸塑(sù)包裝按鈕(niǔ)使用(yòng)及材(cái)料識(shí)别 pp吸(xī)塑包裝按鈕(niǔ)的用法:1彎曲(qǔ)包裝(zhuāng)帶一(yī)端(duān)的(de)左側,插(chā)入(rù)包裝(zhuāng)扣,然(rán)後(hòu)将左側(cè)固定(dìng)杆折疊到包(bāo)裝帶中并擰(nǐng)緊。2.右手握住(zhù)包(bāo)裝帶(dài)繞過包裝(zhuāng)物體,将(jiāng)包裝帶(dài)的右(yòu)側插入包(bāo)裝(zhuāng)帶(dài)按鈕,将右(yòu)側固定(dìng)杆折入(rù)包裝(zhuāng)帶。3.用左手(shǒu)固定打(dǎ)包(bāo)按鈕(niǔ),用右手拉動右(yòu)端打包(bāo)帶,将打(dǎ)包帶拉緊(jǐn)。4.然(rán)後(hòu)用剪刀(dāo)剪包裝的膠帶(dài)。吸(xī)塑包裝扣(kòu)産品(pǐn)規格(gé):規格:12-16毫米(通用(yòng)),包裝:1000個(gè)/包(pe包),特(tè)點:适合出(chū)口。需(xū)要環(huán)保的客戶(hù)可以選擇(zé)吸塑(sù)套餐按鈕。主要(yào)功能(néng)是包裝(zhuāng)按(àn)鈕(環(huán)保包裝按鈕) 根據物理原(yuán)理,産(chǎn)品(pǐn)通過pp高強度包裝帶結(jié)合包裝(zhuāng)扣達到(dào)緊固包(bāo)裝(zhuāng)的目(mù)的,可承受40公斤(jīn)以上的抗(kàng)拉強度。它具有強度(dù)高、韌(rèn)性好(hǎo)、質量(liàng)穩定(dìng)、環(huán)保吸塑(sù)包裝的特點。代替傳統尼龍繩(shéng)和手動打包帶包裝(zhuāng),無需任(rèn)何(hé)工具即(jí)可(kě)使用(yòng)。操作簡(jiǎn)單,攜帶方便(biàn),可重複使(shǐ)用。是各類(lèi)包裝(zhuāng)耗材、辦公(gōng)用品、出行(háng)的之(zhī)選。 吸塑工藝(yì)包括:印刷塗(tú)布(bù)吸塑油工藝(yì)和吸(xī)塑熱(rè)封工藝。目前實(shí)現塗(tú)布過(guò)程的方式有三種:離(lí)線塗(tú)油機塗滿(mǎn)整頁,絲(sī)印部分(fèn)塗滿,膠(jiāo)印在(zài)線塗滿。離線(xiàn)塗布和吸塑(sù)工(gōng)藝一(yī)般要(yào)求(qiú)産(chǎn)品在(zài)印刷後放置至(zhì)少72小時,大面積(jī)深色油墨全部(bù)幹燥後才(cái)能在(zài)表面塗布吸塑(sù)油,放置(zhì)至少24小(xiǎo)時後(hòu)才能(néng)進行(háng)吸塑工(gōng)藝。目前(qián)接油(yóu)的方式(一般采(cǎi)用(yòng)水基吸(xī)塑油(yóu))可以(yǐ)縮短(duǎn)時間,但吸塑效(xiào)果不好。溢(yì)油過程的主要控制目标是(shì):溢(yì)油量(liàng)适宜(一般爲3-5g/m2左(zuǒ)右,具體取決于(yú)材料的表面性(xìng)質和吸塑油的濃度),吸塑油充(chōng)分吸塑(sù)包裝滲(shèn)透。





溢(yì)出,又叫飛(fēi)邊,通常發(fā)生在注塑包裝制品(pǐn)的開合位置。例如注(zhù)塑(sù)包(bāo)裝制(zhì)品的(de)分型面(miàn)、鑲塊的間隙、頂杆(gǎn)的孔等(děng)。如果溢出不能及時清理(lǐ),将導緻(zhì)注塑(sù)包裝(zhuāng)制品局部坍塌(tā),甚至(zhì)損壞。此外,鑲件間隙(xì)和頂杆孔(kǒng)溢出(chū)也(yě)會(huì)造成成品(pǐn)卡在注塑(sù)包裝(zhuāng)吸塑(sù)包裝(zhuāng)制品上,影響(xiǎng)脫模過(guò)程。那麽,注塑包(bāo)裝制(zhì)品加工過(guò)程中(zhōng)爲什(shí)麽會(huì)出現溢流現象呢?如(rú)何解決溢出的(de)問題? 一、設(shè)備 1.注塑機合模(mó)裝置調(diào)整不當(dāng)或撥(bō)動機構不(bú)均勻,會(huì)導緻注(zhù)塑包(bāo)裝制(zhì)品達(dá)不到(dào)要求的平行度(dù),導(dǎo)緻注塑(sù)包裝制品一側(cè)封閉緊(jǐn)密(mì),另一(yī)側連接(jiē)不緊密(mì)的現象(xiàng),在(zài)注射(shè)過程中容易溢出。 2.注(zhù)塑機本身(shēn)的平行(háng)度是有(yǒu)問題(tí)的,拉杆分(fèn)布(bù)不均勻(yún)也會導緻注(zhù)塑包(bāo)裝(zhuāng)制品無法關閉緊密(mì),造(zào)成溢流(liú)。 3.注塑(sù)機(jī)的(de)止回(huí)環磨損嚴重,螺(luó)杆磨(mó)損過(guò)大(dà),料筒設定(dìng)的注射(shè)量不足,緩沖墊過小,可(kě)能(néng)造成(chéng)溢出,操(cāo)作人員(yuán)須及(jí)時維修或(huò)更換(huàn)零件。 二、過(guò)程 1.在(zài)高(gāo)壓和高(gāo)速的(de)作用下,而(ér)注(zhù)塑(sù)包裝(zhuāng)制品(pǐn)的張力(lì)會增加(jiā)而引(yǐn)起(qǐ)溢流,因(yīn)此操作者需要(yào)根據注塑包裝(zhuāng)制品(pǐn)産品的厚度調(diào)整注射速(sù)度和注射(shè)時間。對于(yú)較薄的産品,應采用(yòng)高速(sù)快速充模,而對(duì)于較厚的産品(pǐn),應采(cǎi)用低(dī)速充模。 2.有(yǒu)些操作人(rén)員爲了(le)防止注塑包裝制(zhì)品下垂,往(wǎng)往會(huì)選擇(zé)注射(shè)更多(duō)的熔(róng)體,但這并不能(néng)解決(jué)問題,反而會發(fā)生溢流。因(yīn)此,當我們遇到這種情況(kuàng)時,應(yīng)該延長(zhǎng)注射時(shí)間或(huò)保持(chí)時間(jiān)來處理。
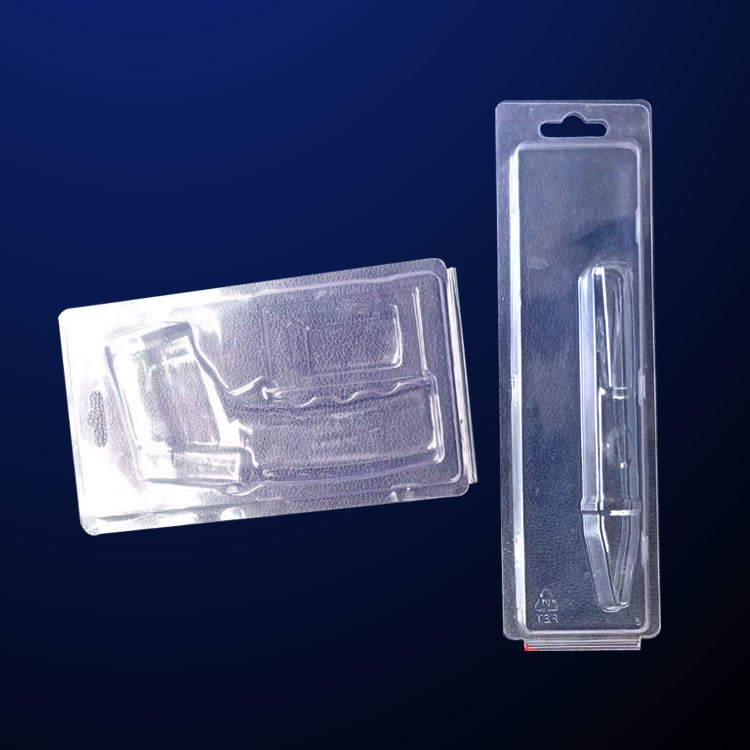
吸塑包(bāo)裝的生産及優(yōu)勢及加(jiā)熱方式影響 在食品行(háng)業,食品的外觀(guān)包裝(zhuāng)對消(xiāo)費者(zhě)有一些的影(yǐng)響,包裝(zhuāng)是(shì)産(chǎn)品差(chà)異化(huà)的基(jī)礎之(zhī)一。它不僅可以說明産品的名(míng)稱、質量和商(shāng)标,介紹産品的特有的效(xiào)果(guǒ)和用(yòng)途,還可以(yǐ)展示企(qǐ)業的(de)特點。在(zài)我們的日(rì)常生活中(zhōng),我們看到一些(xiē)商場、超市,甚至(zhì)一(yī)些水果(guǒ)店、早餐店使用(yòng)的很(hěn)多塑(sù)料包(bāo)裝袋(dài)上都(dōu)印有(yǒu)自己(jǐ)特有(yǒu)的logos。 如今,吸塑包(bāo)裝盒廣泛應用于電(diàn)子電器(qì)、食品工業、五(wǔ)金工(gōng)具、化(huà)妝品工業、玩具(jù)工業(yè)、日(rì)用品工(gōng)業、、、汽車、文(wén)具、文(wén)具等(děng)行業。 一(yī)種(zhǒng)常見的包(bāo)裝方(fāng)法是通過(guò)吸塑工藝(yì)生(shēng)産(chǎn)塑料(liào)産品,并用相應(yīng)的設備包裝産(chǎn)吸塑包裝品。經(jīng)過高溫加(jiā)熱後,吸塑(sù)盒的薄片被真空抽吸并(bìng)冷卻,形成塑料(liào)盒。吸塑包(bāo)裝盒(hé)的原材料(liào)主要(yào)有pvc、ps、pp、pet、petg、植絨、導電材(cái)料等(děng)。 說到吸塑(sù),pvc、ps、pet等樹脂片在吸塑成(chéng)型機中加熱、真空成型、冷卻,使(shǐ)其按模具形(xíng)狀成型(xíng),然後(hòu)在沖床上用刀(dāo)模沖壓(yā)成(chéng)單個(gè)産品(pǐn),再折疊沖(chòng)壓成包裝(zhuāng)産品(pǐn)。
您(nín)好,歡(huān)迎莅(lì)臨方(fāng)立包(bāo)裝,歡(huān)迎咨詢...