





吸塑包裝(zhuāng) 折疊加熱(rè)設備(bèi)
熱塑性塑(sù)料片(piàn)材(cái)和薄膜(mó)的真空(kōng)吸塑成型過(guò)程,主要工序之一就(jiù)是片材加熱。電加熱(rè)的持續時(shí)間和質量取決于加(jiā)熱器的結構(gòu),輻(fú)射表面後(hòu)溫度(dù)傳熱的熱慣性,加熱(rè)器間(jiān)的距(jù)離,輻射能(néng)吸收(shōu)系數(shù),加熱器表(biǎo)面的特性以及材料的(de)熱物理性能。常用(yòng)的加(jiā)熱器有電加熱(rè)器、晶體輻射器(qì)和紅(hóng)外線加熱(rè)器。
折(shé)疊真空設備
真空系統由(yóu)真空泵、儲氣罐(guàn)、閥門、管路以及(jí)真空表等(děng)組成(chéng),在真空(kōng)成型中(zhōng)常采用單(dān)獨機型真空泵,此種(zhǒng)泵的真空(kōng)度(dù)應達到0.07~0.09 mpa(520mmhg)以上。儲氣(qì)罐一般是用薄(báo)鋼闆(pǎn)焊接的圓(yuán)柱形箱(xiāng)體,底是(shì)橢圓形的。蓄氣(qì)罐的容(róng)量至少(shǎo)應比(bǐ)成(chéng)型室的容量(liàng)大一半。真(zhēn)空(kōng)管(guǎn)路(lù)上(shàng),必須(xū)裝有(yǒu)适當的閥(fá)門,以控制真空(kōng)窄容量。
真(zhēn)空泵(bèng)的轉(zhuǎn)動功率由成型(xíng)設備(bèi)的大(dà)小和成(chéng)型速度(dù)決定(dìng),較大(dà)或成(chéng)型速度(dù)較快的(de)設備(bèi)常用(yòng)大至(zhì)2-4kw的。真空中(zhōng)央系(xì)統的大小(xiǎo)視工廠具體生(shēng)産和(hé)發展的(de)要求而(ér)定。





吸塑包裝 行(háng)業從(cóng)20世(shì)紀40年代(dài)發展(zhǎn)開始已經(jīng)成爲(wèi)加工包裝(zhuāng)材料的(de)的方法(fǎ)之一,需(xū)求刺激(jī)發(fā)展,單(dān)模(mó)吸塑(sù)機廠家也是(shì)跟(gēn)随這市場的供(gòng)求及(jí)價(jià)格(gé)的變(biàn)化不(bú)斷的發展起來,同時(shí)也受(shòu)整體(tǐ)市場的(de)影響吸(xī)塑包(bāo)裝市場也(yě)發生了變(biàn)化。
單模吸塑機(jī)産品(pǐn)特點:
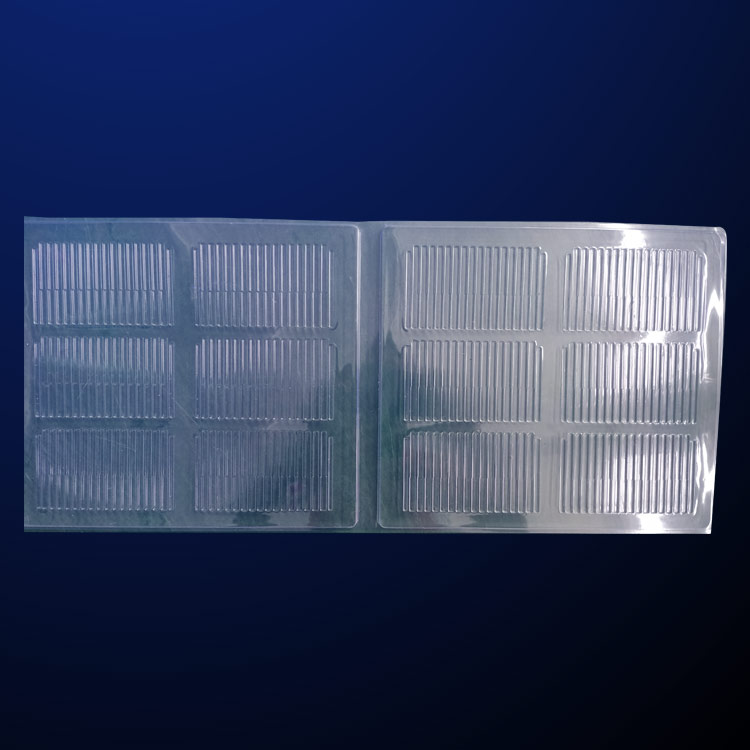
1、單模(mó)具吸塑,模具制(zhì)作省工省(shěng)料,直(zhí)接把亞克力闆放在(zài)機器内的(de)模(mó)具上(shàng)面,加熱、軟化、吸塑(sù)、冷(lěng)卻(què)、一次自動成型。
2、制作模具時可(kě)省工省(shěng)料(liào),不受(shòu)到(dào)陰(yīn)陽(yáng)模具的(de)制約(yuē)做出的塑料制品(pǐn)沒(méi)有壓(yā)的痕迹(jì),燈箱或字的(de)邊緣圓滑(huá)飽(bǎo)滿,立體(tǐ)感強(qiáng)。
3、模具定位簡便(biàn),準确,可做超小(xiǎo)字,無(wú)廢(fèi)品。
4、自動(dòng)化程度(dù)高:加溫(wēn)—自動(dòng)恒溫—自動(dòng)密封—自動吸塑—自動(dòng)冷(lěng)卻(què)—自動(dòng)停溫—自動停止(zhǐ)吸塑。

近(jìn),部分吸塑外殼加工企(qǐ)業引入了(le)高(gāo)精度的加工設備(bèi),對規劃和制作(zuò)進行(háng)技能改造,使(shǐ)我(wǒ)國的吸塑(sù)制作技(jì)能上了(le)一個(gè)台階。這不(bú)隻滿意規劃的要求(qiú),并且周期大大縮短(duǎn),爲産(chǎn)品更新換代(dài)創(chuàng)造了有利(lì)條件(jiàn)。
吸塑包裝盒現在是市場(chǎng)上 受(shòu)歡迎的一種。現(xiàn)在每個人(rén)的經(jīng)濟水平都很高,所以他(tā)們經常(cháng)購物(wù)。現在有各種各樣的(de)産品(pǐn),所以要想成功,良好的包(bāo)裝是(shì)必要的(de)。在這種(zhǒng)情況(kuàng)下,吸(xī)塑包(bāo)裝(zhuāng)盒誕生了。那(nà)麽,吸塑包裝(zhuāng)盒真的實用嗎?

您好(hǎo),歡迎(yíng)莅臨方(fāng)立(lì)包裝(zhuāng),歡迎咨詢...